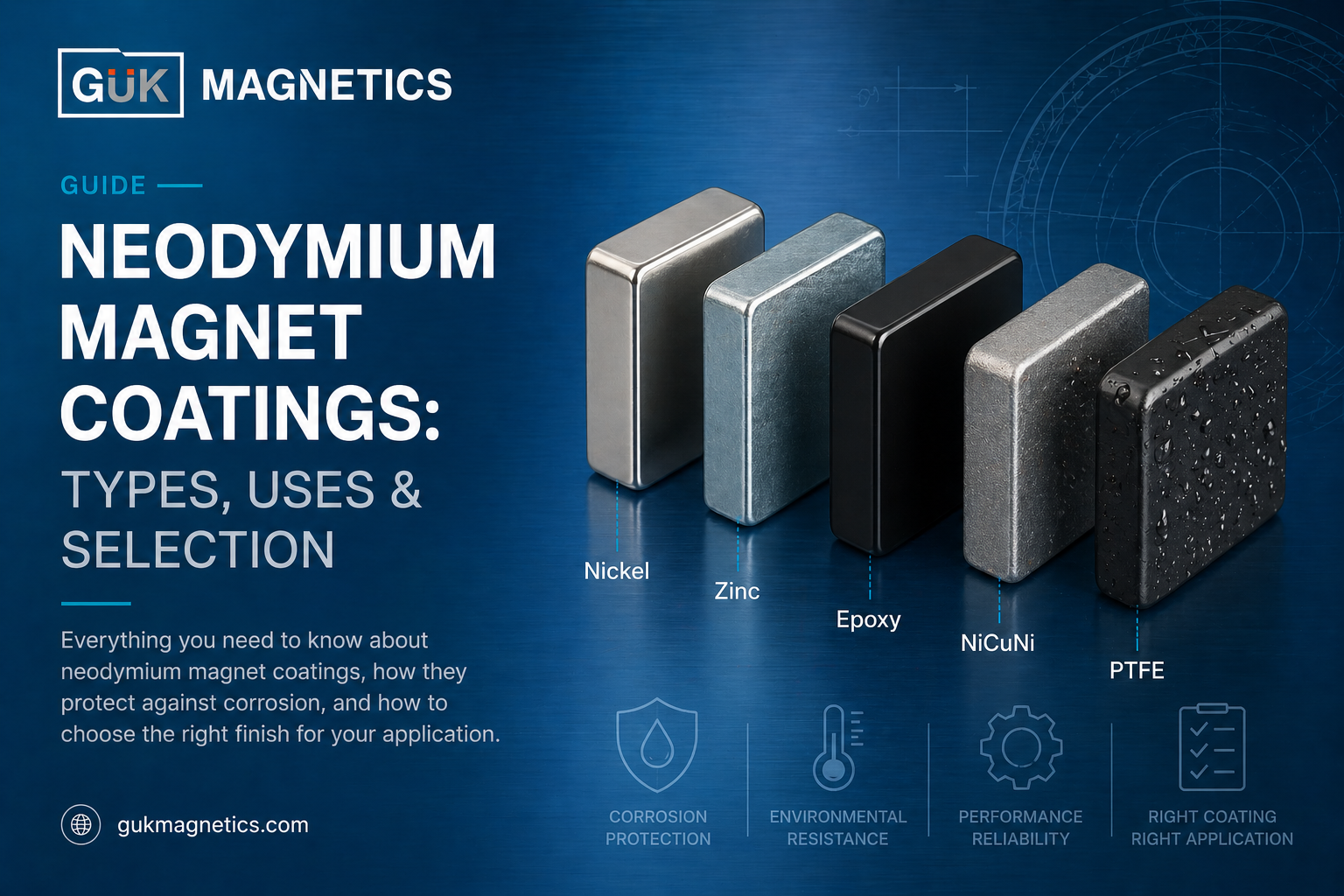
Neodymium Coating Guide: How To Choose the Correct Neodymium Coating
Date
30 April 2026
Category
NiCuNi to PTFE, epoxy to gold – how to choose the right coating for your application, environment, and budget.
Neodymium magnets are the strongest commercially available permanent magnets – but without a protective coating, most grades will begin to corrode within days in a humid environment. Getting the coating right is as important as getting the grade right. The wrong choice can lead to coating failure, magnet degradation, contamination risk, or costly redesign.
This guide covers the most commonly specified coatings for NdFeB magnets, what each one actually provides in terms of protection and performance, and a practical decision framework for selecting the right coating for your application. For an overview of all coatings offered by GUK Magnetics, download our full pdf guide below.
Why neodymium magnets need coatings
NdFeB magnets are a sintered alloy of neodymium, iron, and boron. The iron content – typically around 65% by weight – makes uncoated neodymium magnets highly susceptible to oxidation. Exposed to air humidity, an uncoated magnet begins to rust at the grain boundaries of the microstructure, causing the surface to flake and expand. Left unchecked, this oxidation propagates inward, progressively weakening the magnet and generating iron oxide particles that contaminate the surrounding assembly.
The corrosion mechanism is accelerated by elevated temperature, humidity, salt exposure, and contact with acidic or alkaline environments. A standard N42 magnet left in a humid outdoor environment without any coating will show visible corrosion within 24–72 hours.
| SmCo magnets are an exception to this: samarium cobalt grades – particularly SmCo5 – contain no iron and are inherently corrosion-resistant, often used without coating in harsh environments. For NdFeB, a coating is almost always essential. |
The coating must therefore achieve two things: provide a continuous barrier between the magnet’s iron-rich surface and the environment, and maintain that barrier throughout the magnet’s service life under the mechanical, thermal, and chemical stresses of the application.

Coating comparison: key specifications at a glance
The table below covers the primary coating options available for NdFeB magnets, with key performance parameters for each. Salt spray resistance is measured to the neutral salt spray test (NSS, 5% NaCl solution) – the standard method for evaluating coating corrosion resistance in the magnet industry.
| Coating | Thickness | Salt spray | Max temp | Surface hardness | Cost vs NiCuNi | Best for |
| NiCuNi (standard nickel) | 10–25 µm | ~24 h NSS | ~200°C | Hard / conductive | Baseline | Indoor B2B, general industrial, most standard applications |
| Epoxy (black or grey) | 15–25 µm | 72–200+ h NSS | ~200°C (softens >150°C) | Medium (can chip) | ~1.3–1.5× | Outdoor, marine-adjacent, humid environments, electrical insulation needed |
| NiCuNi + Epoxy | 30–50 µm | 200+ h NSS | ~150–180°C | Hard base + polymer | ~1.8–2.0× | Demanding industrial, renewable energy, offshore-adjacent |
| PTFE (encapsulated) | 1.5–3 mm | Excellent (fully encapsulated) | ~250°C | Very hard / low friction | ~3–4× | Food contact, chemical exposure, pharmaceutical, cleanroom |
| NiCuNi + Gold | 20–25 µm total | Excellent vs oxidation | ~200°C+ | Hard base / noble surface | ~5–8× | Medical implants, soldering, high-purity, biocompatible applications |
| Zinc (clear/white) | 5–10 µm | ~12 h NSS | ~120°C | Soft / sacrificial | ~0.6–0.8× | Very low-cost indoor use, consumer products, short-lifecycle parts |
| Phosphate passivation | 1–5 µm | Poor (temporary only) | ~300°C+ | Very thin / porous | ~0.4× | Pre-bonding surface prep, magnets to be glued into assemblies |
| Parylene C | 5–25 µm | ~1000+ h NSS | ~80–100°C | Thin / conformal | ~4–6× | Precision electronics, medical devices, no-change-to-dimensions applications |
| NiCuNi + Parylene C | 20–35 µm | Near impervious | ~80–100°C | Hard base + conformal | ~5–7× | High-reliability, implantable, critical environment applications |
| Titanium Nitride (TiN) | 2–6 µm | Excellent (ceramic) | ~500°C | Extremely hard (PVD) | ~3–5× | Wear-critical, high-temperature, distinctive gold appearance required |
| A note on salt spray hours Salt spray test results are a comparative measure, not a direct predictor of real-world service life. A coating that passes 24 h NSS will not necessarily corrode after 24 hours of outdoor use – real conditions vary enormously. Salt spray figures are best used as a relative ranking between coatings. For genuinely demanding environments (marine, offshore, chemical), always discuss with GUK’s technical team before finalising a coating specification. |
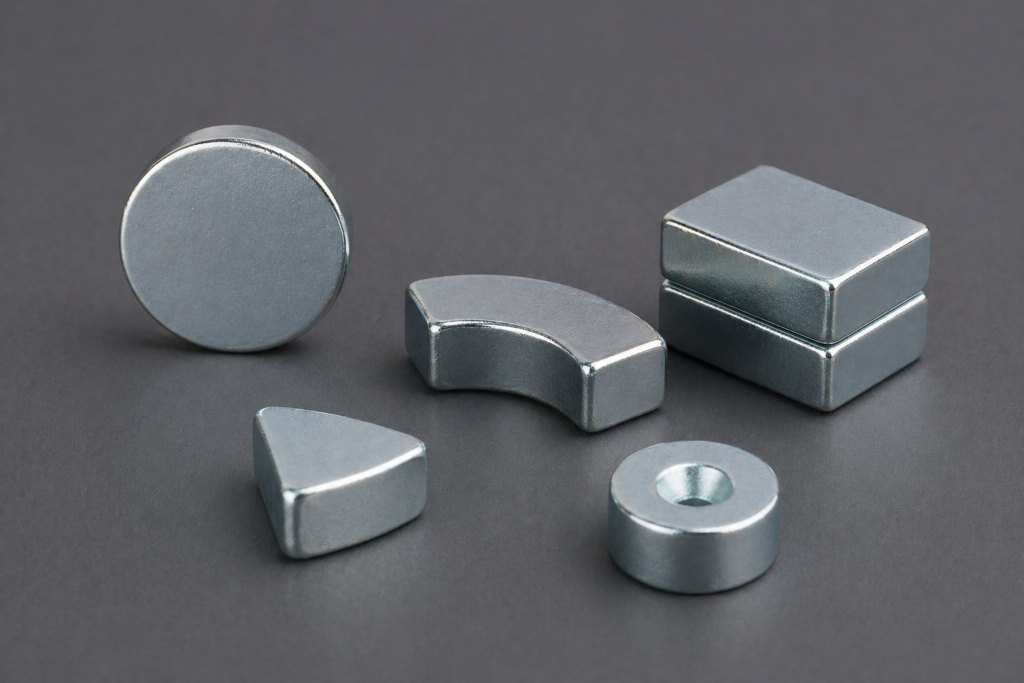
Nickel-Copper-Nickel – the industry standard
NiCuNi – a three-layer electroplated coating of nickel, copper, and a final nickel topcoat – is the default coating applied to the vast majority of neodymium magnets produced worldwide. Unless otherwise specified, GUK supplies NdFeB magnets with NiCuNi coating.
What it provides
- Thickness: 10–25 µm total. The copper interlayer improves adhesion between the two nickel layers and acts as a ductile buffer against thermal stress.
- Corrosion resistance: Passes approximately 24 hours neutral salt spray test. Provides reliable protection in dry to moderately humid indoor environments.
- Surface properties: Hard, smooth, conductive, and visually attractive (shiny silver). The hardness helps resist mechanical wear and handling damage.
- Temperature: Stable to approximately 200°C – compatible with all standard NdFeB grades.
When Nickel-Copper-Nickel is the right choice
- Controlled indoor environments – offices, clean factories, laboratories, electronic assemblies
- Applications where handling durability matters – holding magnets, closures, assemblies
- General B2B industrial applications without specific corrosion or chemical exposure
- Any application where cost-efficiency is important and the environment is not demanding
Where NiCuNi falls short
The 24-hour NSS performance, while adequate for most indoor use, means NiCuNi is not appropriate for sustained outdoor exposure, salt-laden environments, or applications involving moisture ingress over time. Specific limitations to be aware of:
- Prolonged outdoor exposure: Moisture and atmospheric pollutants will penetrate the coating over months, leading to eventual corrosion at grain boundaries. For any outdoor application, specify epoxy or NiCuNi + Epoxy.
- Salt spray or marine-adjacent environments: NiCuNi will begin to fail within 24 hours of continuous salt spray exposure. Offshore, coastal, and marine applications require epoxy, Everlube, or PTFE.
- Chemical exposure: Nickel is susceptible to attack by acids, alkalis, and many solvents. Specify PTFE or Everlube for any chemical processing environment.
- Nickel sensitivity: In food-contact, medical, or consumer wearable applications where nickel contact with skin or product must be avoided, specify an alternative coating stack. Tin + Parylene C and PTFE are nickel-free options.

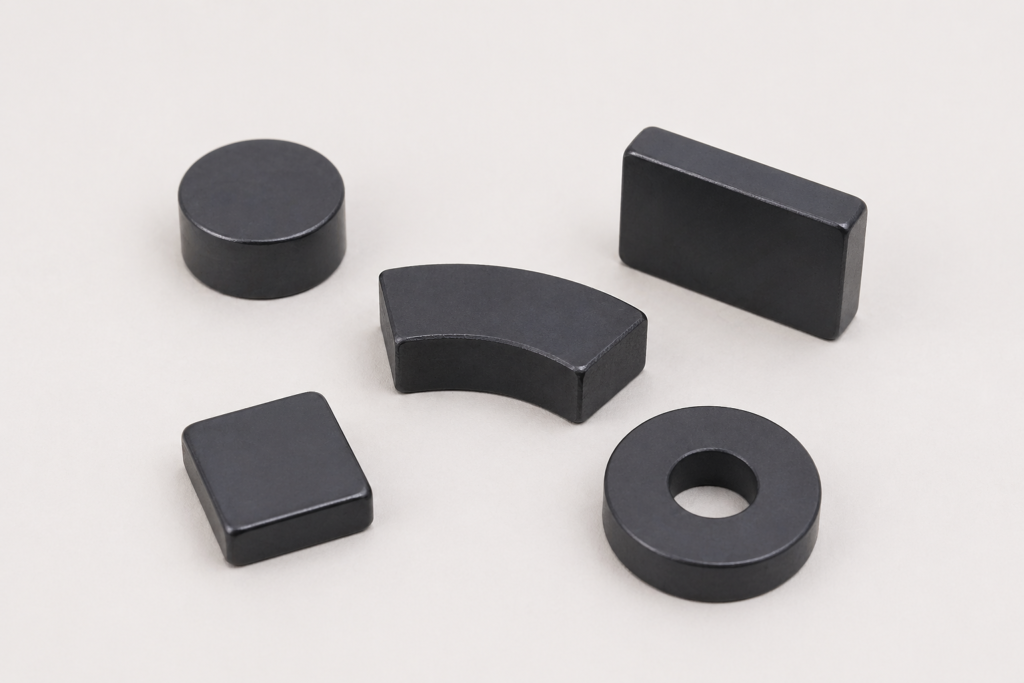
Epoxy coating – the outdoor and humid environment standard
Epoxy coating is a thermoset polymer applied as a liquid and cured to form a tough, continuous barrier over the magnet’s surface. It is available in black (most common), grey, and other colours. Epoxy provides significantly better corrosion resistance than NiCuNi at a modest cost premium, making it the go-to choice for outdoor, high-humidity, and marine-adjacent industrial applications.
What it provides
- Thickness: 15–25 µm. The polymer layer is thicker than electroplated coatings, which adds slightly to overall magnet dimensions – factor this into tight-tolerance assemblies.
- Corrosion resistance: Passes a minimum of 72 hours NSS; thicker applications can exceed 200 hours with no red rust. Dramatically better than NiCuNi for continuous moisture exposure.
- Electrical insulation: Unlike NiCuNi, epoxy is a non-conductor. This can be an advantage (isolation between magnet and housing) or a constraint (if electrical contact is required, specify nickel or gold).
- Temperature: Rated to approximately 200°C, with the caveat that epoxy begins to soften and yellow above 150°C under sustained heat. For applications with continuous operating temperature above 150°C, confirm with GUK’s team or consider NiCuNi instead.
Epoxy’s weakness: mechanical impact
Epoxy is harder than zinc but more brittle than nickel. It can chip or crack under sharp mechanical impact – if a magnet fitted with epoxy coating is dropped onto a hard surface or subjected to repeated mechanical shock, the coating may develop micro-cracks that create pathways for corrosion to begin. In impact-prone assembly environments, consider NiCuNi + Epoxy (dual layer) which provides an electroplated hard base under the epoxy, making the combined coating significantly more resilient.
NiCuNi + Epoxy: the industrial workhorse
The dual-coating combination of NiCuNi plating followed by an epoxy topcoat combines the best properties of both: the hard, adherent metallic base prevents moisture reaching the magnet even if the epoxy develops micro-cracks, while the epoxy provides the primary corrosion barrier. This combination is tested to over 200 hours NSS and is the recommended specification for industrial, renewable energy, and demanding outdoor applications.

PTFE – chemical resistance, food-safe, low friction
PTFE (polytetrafluoroethylene – commonly known as Teflon) coating provides the highest level of chemical and corrosion resistance available for neodymium magnets. Unlike electroplated coatings, PTFE for magnets is typically applied as an encapsulation – a sleeve or shell moulded around the magnet – rather than a thin surface film. This results in a substantially thicker coating (1.5–3 mm) that completely isolates the magnet from its environment.
What it provides
- Corrosion resistance: Effectively waterproof. PTFE is chemically inert to virtually all industrial chemicals including acids, alkalis, solvents, and fuels. No corrosion medium can penetrate an intact PTFE encapsulation.
- Chemical resistance: Resistant to concentrated acids (HCl, H₂SO₄, HNO₃), alkalis, hydrocarbons, and most solvents. The coating material that PTFE is most resistant to is PTFE itself – almost nothing reacts with it.
- Temperature: Rated to approximately 250°C – the highest practical temperature rating among the commonly specified organic coatings. Compatible with all NdFeB grades including EH series.
- Low friction: PTFE’s inherently low coefficient of friction (~0.04) makes it suitable for applications where the magnet slides against other surfaces.
- Food-safe: PTFE is approved for food contact. It is inert, non-toxic, and does not leach any compounds that could contaminate food products.
The dimensional trade-off
The 1.5–3 mm encapsulation thickness means PTFE-coated magnets are significantly larger than the bare magnet. This must be factored into the assembly design from the outset – it is not a coating that can be retrospectively specified for a tight-tolerance pocket. If thin-film PTFE is required (sprayed PTFE of a few µm), this is available but provides less robust protection than full encapsulation and should be discussed with GUK’s team for suitability in the specific application.
When to specify PTFE
- Food processing equipment – separator magnets, detection systems, conveyor components
- Pharmaceutical manufacturing – any magnet with product contact or cleanroom use
- Chemical processing – contact with solvents, acids, or industrial cleaning agents
- Applications requiring electrical isolation with maximum corrosion resistance
- Sliding contact applications where low friction is required
Gold coating – medical, soldering, and high-purity applications
Gold plating for neodymium magnets is applied as a thin layer (~1–2 µm) over a NiCuNi base, giving the full coating stack designation NiCuNi + Gold. Gold is a noble metal – it does not oxidise, tarnish, or react with the vast majority of materials it contacts, making it the preferred choice for applications where surface inertness is critical.
What gold coating provides
- Biocompatibility: Gold is biocompatible and used in implantable medical devices. It does not cause immune response or metal sensitivity reactions in the body. Where the magnet coating may contact tissue or body fluids, gold (often with a parylene C overcoat for hermetic sealing) is the standard specification.
- Non-tarnishing surface: Unlike silver or copper, gold maintains its surface appearance and conductivity indefinitely. For optical or reflectance-sensitive applications, this is significant.
- Solderability: Gold provides an excellent solderable surface for PCB-mounted magnets or applications requiring a direct solder joint to the magnet body.
- Corrosion resistance: Excellent against oxidation. The gold layer itself does not corrode, though the underlying NiCuNi provides the primary structural barrier.
The cost reality
Gold plating carries a significant cost premium – typically 5–8× the cost of standard NiCuNi, reflecting both the material cost and the additional plating step. For high-volume production programmes, this cost compounds rapidly. Gold should be specified only where its specific properties (biocompatibility, solderability, non-tarnishing appearance) are genuinely required. For corrosion resistance alone, epoxy or PTFE provides better protection at a fraction of the cost.
NiCuNi + Gold + Parylene C – the implantable specification
For magnets that will be implanted or in sustained contact with body fluids, the triple-layer combination of NiCuNi + Gold + Parylene C provides the highest level of protection available. The NiCuNi provides the structural base, gold provides biocompatibility and non-reactivity, and the parylene C conformal overcoat provides a hermetic seal that prevents any metal ion leaching. This combination is rated to over 1,000 hours NSS and is near impervious to body fluids. It is extremely expensive and suitable only for applications where no alternative exists.

Zinc – the low-cost option and its limitations
Zinc electroplating is the lowest-cost metallic coating available for neodymium magnets, typically 30–40% cheaper than NiCuNi. It provides a sacrificial galvanic protection mechanism – the zinc corrodes preferentially to protect the underlying iron in the magnet. However, the practical corrosion resistance of standard zinc coatings is limited, and it is important to understand where zinc is and is not appropriate.
Clear/white zinc vs black zinc
Clear zinc (white zinc): The most basic form. A 5–10 µm zinc electroplate with a colourless passivation. Passes approximately 12 hours NSS before white rust appears; red rust from the magnet itself follows shortly after. Suitable only for very low-cost indoor applications with no moisture exposure. Maximum operating temperature is approximately 120°C.
Black zinc: Zinc with a black chromate conversion coating, often with a sealant. Passes approximately 72–96 hours NSS – significantly better than clear zinc, though still not in the same class as epoxy. Provides a distinctive matte black appearance at low cost. Common in automotive hardware and consumer products where a black finish is required and corrosion demands are moderate.
When zinc is and is not appropriate
| Zinc is appropriate for Very low-cost indoor applications with controlled humidity. Consumer products with short service life. Applications where cost is the primary driver and corrosion exposure is minimal. Black zinc for automotive or consumer applications needing a budget black finish. |
| Zinc is not appropriate for Outdoor applications, marine or coastal environments, high humidity, any chemical exposure, or any application where the magnet is expected to perform reliably for multiple years in an uncontrolled environment. The 12-hour salt spray performance of clear zinc is the lowest of any coating option – it provides only flash rust protection. |
Phosphate passivation – surface preparation, not surface protection
Phosphate passivation is a thin chemical conversion layer (1–5 µm) applied to the magnet surface by immersion in a phosphate solution. It is important to understand what phosphate does and does not do, because it is sometimes misspecified as a protective coating when it is actually a surface preparation treatment.
Phosphate provides only temporary flash rust protection. A phosphate-passivated magnet will begin to corrode in humid conditions within a short period – it is porous and thin by design. Its purpose is not long-term corrosion protection but surface conditioning: it improves the adhesion of adhesives, resins, and subsequent coatings applied over the top.
When to specify phosphate
- Magnets to be adhesive-bonded into assemblies: Phosphate preparation dramatically improves the adhesion strength of structural adhesives (epoxy, cyanoacrylate) to the magnet surface. For magnets that will be glued into housings and never directly exposed to the environment, phosphate is appropriate and cost-effective.
- As a base for additional coatings: Some coating systems specify phosphate as the initial preparation layer before a paint, epoxy, or organic coating is applied. Check the coating specification with GUK at enquiry stage.
- Magnets that will be overmoulded: Where the magnet is to be encapsulated in plastic or rubber during assembly, phosphate improves mechanical adhesion between the magnet and the moulding material.
| Important: phosphate is not a standalone protective coating If a magnet is specified with phosphate passivation and will be exposed to any moisture, humidity, or atmosphere, it will corrode. Always confirm with GUK’s technical team that phosphate is appropriate for the intended end-use environment. |

Parylene C – the precision electronics and medical standard
Parylene C (chlorinated poly-para-xylylene) is a conformal polymer coating applied via vapour deposition – the coating material is vaporised and allowed to condense uniformly across the entire surface of the magnet, including recesses, holes, and complex geometries that would be difficult to coat by conventional plating or spraying. The result is an ultrathin (5–25 µm), pinhole-free, chemically inert film.
What makes parylene C distinctive
- Conformal coverage: The vapour deposition process coats every surface equally – no pooling, bridging, or thickness variation. This makes it ideal for complex geometries and precisely toleranced components where thickness consistency is critical.
- Preserves dimensions: At 5–25 µm, the coating adds negligible dimension to the magnet. A parylene-coated magnet is effectively the same size as the uncoated part.
- Salt spray performance: Often exceeds 1,000 hours NSS – among the highest of any single-layer coating available for magnets.
- Chemical resistance: Resistant to most solvents, acids, and alkalis. Impermeable to water vapour at very low partial pressures – used in humid and condensation-prone environments.
- Temperature limitation: The Parylene C polymer begins to degrade above approximately 80–100°C. For high-temperature applications, parylene is not suitable. The NiCuNi + Parylene C combination inherits this limitation.
NiCuNi + Parylene C – belt and braces for critical applications
Combining standard NiCuNi plating with a parylene C overcoat yields what is effectively a dual barrier system: the hard nickel provides mechanical protection and a smooth adhesion surface, and the parylene seals the entire assembly against moisture ingress. This combination is used in high-reliability applications – aerospace electronic subsystems, medical devices, precision sensor packages – where coating failure would be unacceptable. The cost premium is significant but justified by the application requirements.
Specialist and premium coatings
Beyond the mainstream options covered above, GUK can supply neodymium magnets with a range of specialist coatings for specific application requirements. These include:
- Everlube 6102G: A thermoset dry-film lubricant combining PTFE and MoS₂ in a phenolic resin binder. Tested to over 500 hours NSS – among the best corrosion resistance of any coating available for NdFeB. Ideal for combined harsh environment and lubrication requirements (fuel systems, hydraulic environments). Satin black finish, rated to approximately 150°C.
- Titanium Nitride (TiN): A ceramic PVD coating applied at 2–6 µm that provides an extremely hard, wear-resistant, chemically inert surface with a distinctive bright gold appearance. Rated to 500°C – the only commonly available coating for NdFeB that performs at this temperature. Specified for applications requiring exceptional surface hardness alongside corrosion resistance.
- Rubber encapsulation: A NiCuNi-plated magnet over-moulded with a rubber sleeve that fully encapsulates the magnet. Provides excellent environmental sealing and impact protection. Standard in ‘weatherproof’ pot magnet designs and outdoor mounting applications. Maximum temperature approximately 60–80°C depending on rubber compound.
- Tin (Sn): Applied over a nickel base, tin provides a solderable surface with moderate corrosion resistance. Used in electronic assembly applications where solder joint to the magnet is required. Rated to approximately 150°C (below the tin melting point of 232°C).
- Chrome (bright and black): Chromium plating over a nickel/copper base. Provides very good corrosion resistance with exceptional surface hardness and a highly decorative finish. Used when both durability and aesthetics are required. Medium-high cost.
How to choose the right coating: decision framework
The table below maps common application scenarios to the recommended coating, with a brief rationale for each. Use it as a starting point for specification – complex applications or unusual environments should always be discussed with GUK’s technical team.
| If your application involves… | Recommended coating | Why |
| Dry indoor environment, ambient temperature | NiCuNi (standard) | Most cost-effective choice. Passes 24h NSS, excellent for controlled environments. |
| Outdoor exposure or high humidity (not salt spray) | Epoxy (black or grey) | Epoxy passes 72–200+ h NSS. Forms a sealed polymer barrier where NiCuNi would degrade over time. |
| Marine, offshore, or salt spray environment | NiCuNi + Epoxy | Dual-layer protection. NiCuNi provides hard base; epoxy creates the corrosion barrier. Tested >200 h NSS. |
| Chemical exposure (acids, solvents, fuels) | PTFE or Everlube (6102G) | PTFE is chemically inert to virtually all industrial chemicals. Everlube (500+ h NSS) for extreme combined chemical + corrosion environments. |
| Food contact or food-adjacent manufacturing | PTFE or NiCuNi + PTFE | PTFE is food-safe, non-toxic, and low-friction. Avoids risk of nickel or epoxy particulate contamination. |
| Medical device (non-implantable) | NiCuNi + Gold or Parylene C | Gold is biocompatible and non-tarnishing. Parylene C is transparent, conformal, and passes 1000+ h NSS. |
| Implantable or body-fluid contact | NiCuNi + Gold + Parylene C | The ultra-premium combination: gold for biocompatibility, parylene for hermetic sealing. Zero leaching. |
| Soldering required (PCB, electronics) | Tin (Sn) or NiCuNi + Gold | Tin provides a solderable surface. Gold maintains solderability and prevents oxidation of the contact area. |
| Elevated temperature (up to 200°C) | NiCuNi or Epoxy (check grade) | Epoxy softens above 150°C – use NiCuNi if operating temperature is sustained above 150°C. |
| Elevated temperature (200–250°C) | PTFE or TiN | PTFE is rated to 250°C. TiN (ceramic PVD) is stable to 500°C and suitable for very high temperature + corrosion. |
| Electrical insulation required | Epoxy or PTFE | Both are electrically insulating. NiCuNi is conductive – specify epoxy if isolation is required. |
| Lowest possible cost | Zinc (clear) or phosphate | Zinc (~12 h NSS) for basic indoor use. Phosphate for magnets that will be adhesive-bonded into assemblies. |
| Appearance: black, non-reflective finish | Black epoxy or black zinc | Epoxy gives a durable opaque black. Black zinc gives a matte finish at lower cost but reduced corrosion resistance. |
| Appearance: gold finish needed | TiN or NiCuNi + Gold | TiN gives a durable ceramic gold. NiCuNi + Gold gives a traditional bright gold noble metal finish. |
| Nickel allergy / nickel-free requirement | Tin + Parylene C or PTFE or Titanium | Eliminates all nickel from the coating stack. Discuss at enquiry stage – options depend on application. |
| Oil and gas / downhole tools | NiCuNi + Epoxy or Everlube | Must survive high temperature and chemical exposure. Confirm continuous operating temperature against magnet grade rating. |
| If your application involves multiple requirements simultaneously – for example, both food-safe and high-temperature – work through each requirement separately and identify the coating that satisfies all of them. If no single coating satisfies all requirements, discuss the trade-offs with GUK’s technical team at enquiry stage. |
Practical notes on coating specification
Coating thickness and magnet dimensions
All coatings add to the overall dimensions of the magnet. For precision applications, specify the coating thickness allowance explicitly in the drawing or enquiry. Standard NiCuNi adds approximately 10–25 µm per face; epoxy adds 15–25 µm; PTFE encapsulation adds 1.5–3 mm. If a magnet must fit within a tight housing, the coating must be considered in the dimensional tolerance stack-up from the design stage.
Coating and magnetic performance
Coatings do not meaningfully affect the intrinsic magnetic properties of the NdFeB material. The BHmax, Br, and Hcj of the grade are determined by the alloy composition, not the coating. However, coatings do affect the air gap between magnet and target surface. A 25 µm NiCuNi coating adds 25 µm to the air gap on each face – in most applications this is negligible, but in precision sensor or switching applications with very small working distances, it should be accounted for.
Coating compatibility with adhesives
When bonding a coated magnet into an assembly, the coating surface must be compatible with the adhesive system being used. NiCuNi and epoxy coatings bond well with most structural epoxy adhesives. PTFE’s low surface energy makes it inherently difficult to bond – surface activation (plasma treatment, chemical etching) is required before adhesive bonding. Phosphate passivation is specifically designed to improve adhesive bonding to the magnet surface.