 01
01Neodymium magnets
High-temperature neodymium magnets: H, SH, UH and EH grades explained
Read article →

Date
21 April 2026
Category
If you’ve ever looked at a magnet spec and seen something like N42SH or N38EH, it’s not always obvious what these numbers and letters represent, or why one neodymium grade is recommended over another.
The grade designation is simply a way of defining two things: how strong the magnet is, and how well it performs at elevated temperatures. Understanding that relationship is what allows you to choose the right grade for a given application.
This guide will:
Key takeaway: Higher grade does not always mean better. The right grade is the one that meets your application’s performance, temperature, and cost requirements – not the one with the biggest number.
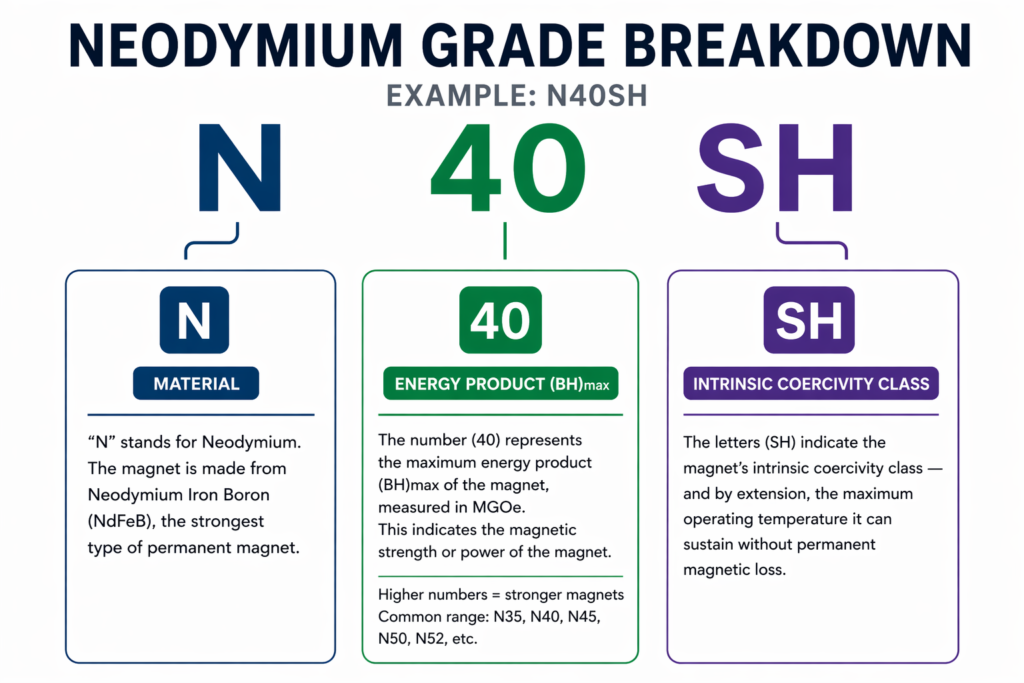
The ‘N’ prefix stands for neodymium. The number that follows – 35, 38, 42, 52, and so on – represents the maximum energy product (BHmax) of the magnet material, measured in Mega Gauss Oersteds (MGOe).
BHmax is the single most important measure of a permanent magnet’s strength. It describes the maximum magnetic energy density the material can store and deliver.
It is measured at the optimal point on the magnet’s demagnetisation curve – where the product of magnetic flux density (B) and magnetic field strength (H) is at its highest.
In practical terms, a higher BHmax means you can produce a stronger magnetic field from a smaller volume of material.
| Worked example: An N42 magnet has a BHmax of approximately 40–44 MGOe (318–350 kJ/m³). The grade number ’42’ sits in the midpoint of this energy product range. An N52 magnet has a BHmax of approximately 49–53 MGOe (390–422 kJ/m³) — roughly 25% more magnetic energy per unit volume than N42. |

N52 is the strongest commercially available standard neodymium grade. But specifying it for every application is neither necessary nor cost-effective – and in some cases it is actively the wrong choice.
The letter or letters after the grade number indicate the magnet’s intrinsic coercivity class – and by extension, the maximum operating temperature it can sustain without permanent magnetic loss.
Technically speaking, the suffix indicates the minimum Hcj (intrinsic coercivity) the material must achieve. Higher Hcj means the material is harder to demagnetise – which is what allows it to operate at higher temperatures without irreversible loss. This is achieved primarily by adding dysprosium (Dy) and/or terbium (Tb) to the NdFeB alloy, both of which are expensive rare earth elements. This is why temperature-rated grades cost more than standard grades of the same BHmax number.
| Suffix | Full name | Max operating temp | Min Hcj (kA/m) | BHmax trade-off | Typical use case |
| (none) | Standard | 80°C | ≥955 | Full BHmax available — highest strength grades possible | Consumer electronics, room-temp industrial, general use |
| M | Medium | 100°C | ≥1114 | Slight BHmax reduction vs standard at same grade number | Mild industrial, outdoor near-ambient applications |
| H | High | 120°C | ≥1353 | Moderate BHmax trade-off. H grades widely available N35–N48 | Automotive, outdoor, light industrial with heat exposure |
| SH | Super High | 150°C | ≥1592 | Notable BHmax reduction. Max available grade drops to ~N45 | Industrial motors, pumps, moderate-heat applications |
| UH | Ultra High | 180°C | ≥1990 | Significant trade-off. Grades typically up to N42–N45 | High-performance motors, demanding industrial |
| EH | Extremely High | 200°C | ≥2388 | Strong trade-off. Grades typically up to N38–N40 | Downhole tools, high-temp industrial, autoclave-adjacent |
| AH / VH | Advanced High | 220–230°C | ≥2786 | Max grade typically N35–N38. Specialist, less common | Extreme-environment specialist applications |
| The critical trade-off: BHmax vs temperature capability Achieving higher Hcj requires adding dysprosium or terbium to the alloy. These elements increase coercivity but reduce the remanence (Br) and therefore the BHmax. This is why the highest-grade standard materials (N50, N52) are only available without a temperature suffix – pushing to N52 leaves no room in the alloy composition for coercivity-enhancing elements. In practice: if you need both high strength and high-temperature performance, you are working with a smaller selection of grades. An N42SH offers a better balance than trying to squeeze N52 into a hot environment where it will demagnetise. |
Dysprosium (Dy) is one of the scarcest and most supply-constrained rare earth elements, with global production heavily concentrated in China. In NdFeB magnets, Dy is added to increase intrinsic coercivity (Hcj), allowing the material to maintain magnetic performance at elevated temperatures.
Temperature-rated grades (e.g. H, SH, UH, EH) contain progressively higher levels of Dy. High-temperature grades such as EH can contain up to ~8–10% Dy by weight, although exact content varies by manufacturer and grade specification. This addition significantly increases raw material cost and introduces supply chain exposure.
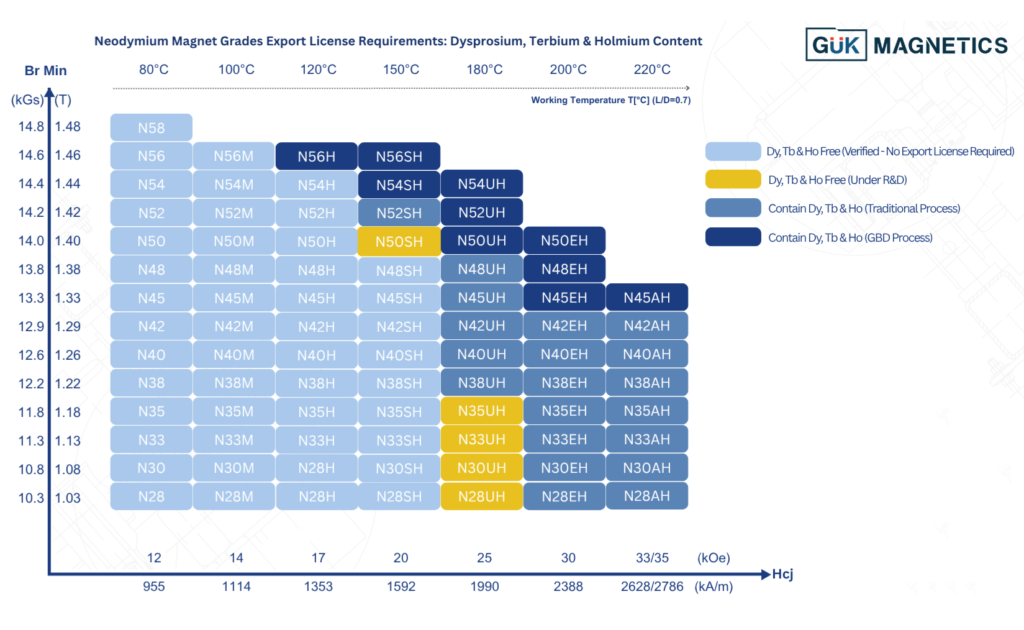
In recent years, China has implemented tighter controls on the export of certain rare earth materials and magnet products, with some higher-coercivity or Dy-containing grades requiring export licences. Approval timelines can extend lead times by several weeks, particularly during periods of high demand or regulatory scrutiny. The table below outlines which commonly specified grades are currently subject to export licence requirements.
Where operating temperatures are close to the limit, it is often worth assessing whether a design adjustment – such as increasing magnet volume, improving thermal management, or altering the magnetic circuit—could allow the use of a lower coercivity grade. This can reduce both cost and dependency on constrained materials.
GUK Magnetics supports customers at the specification stage by advising on these trade-offs, helping balance performance, cost, and supply risk. Read our full breakdown of China’s export license restrictions and how they are impacting rare earth magnet supply.
Grade selection is not about finding the strongest possible magnet – it is about finding the grade that reliably meets your application requirements in service, at the lowest cost and risk. Work through these questions in order.
This is the single most important question. Not the ambient temperature – the temperature the magnet itself will reach in service, accounting for heat generated by surrounding components (motor windings, electronics, proximity to heat sources).
| Always derate for safety The maximum operating temperatures quoted are limits, not design targets. The closer your magnet operates to its Hcj-limited threshold, the greater the risk of irreversible loss if temperature spikes. As a rule, design to a continuous operating temperature at least 20°C below the grade’s stated maximum. If the application involves thermal cycling, apply additional margin. |
If the magnet must fit within a defined envelope and produce a specific pull force or field strength, a higher-BHmax grade allows you to use a physically smaller magnet. This can justify the cost premium of a higher grade where space is genuinely limiting — for example, in compact motor designs, miniaturised sensors, or wearable devices.
If space is not limiting, a larger lower-grade magnet will typically be more cost-effective. You can use our magnetic force calculator to model the effect of size vs grade changes on pull force to help judge what grade is needed.
Standard NdFeB magnets are susceptible to corrosion – the iron content oxidises readily in humid, wet, or salt-laden environments. Grade selection should be made alongside coating selection. A higher-grade magnet with the wrong coating in a corrosive environment will fail faster than a lower-grade magnet with the right protection.
Grade has a direct impact on cost. The approximate price differential between adjacent standard grades is 3–8% per step. The cost premium for temperature suffixes is more significant — an N42SH is typically 15–25% more expensive than N42 standard, reflecting the dysprosium content. An N38EH may cost 40–60% more than N38 standard.
For high-volume production programmes, even small grade optimisations compound significantly. Our engineers regularly review specifications at quotation stage and will flag where a lower-cost grade would meet the stated performance requirement.
Some applications have requirements beyond the standard grade/suffix framework:

GUK supplies a wide range of neodymium (NdFeB) magnet grades. If you are unsure which grade is best suited to your application, our team can advise on selection, ensuring the chosen material performs reliably in its intended use.
To receive an accurate recommendation and quotation, the most useful information to provide is:
Speak to our team about magnetic strength, operating temperature, coatings and the most suitable NdFeB grade for your application.
Discuss Your RequirementsIn the same size and shape, yes — a higher BHmax grade will produce more pull force. However, pull force also depends heavily on magnet geometry, air gap, and the material it is attracting. A larger N38 magnet will often outperform a smaller N52 magnet of equivalent cost. The practical answer is to define your required pull force and available space first, then use the grade as a lever to meet that requirement in the given envelope. GUK’s magnetic force calculator can help model these trade-offs before finalising a specification.
The default coating for neodymium magnets is NiCuNi — a three-layer nickel-copper-nickel plating that provides good corrosion resistance for indoor applications. It is the most widely specified coating and is applied unless an alternative is requested. If your application involves humidity, outdoor exposure, chemical contact, or food-safe requirements, you should specify an alternative coating — epoxy, PTFE, zinc, or gold depending on the environment. Coating selection does not affect grade selection but should be considered alongside it. See GUK’s coating guide for detailed selection guidance.
N55 is the strongest commercially available standard neodymium grade, with a BHmax of approximately 51–55 MGOe. It is important to note that N55 is only the strongest at lower temperatures – in applications involving heat above 80°C, a temperature-rated grade such as N42SH or N38EH will retain far more performance in service than N52, which will begin to demagnetise permanently if its operating temperature is exceeded.
SH stands for ‘Super High’ coercivity. It indicates that the magnet’s alloy has been formulated to achieve a minimum intrinsic coercivity (Hcj) of approximately 1,592 kA/m, which allows it to operate continuously up to 150°C without permanent magnetic loss. The SH suffix is achieved by adding dysprosium to the NdFeB alloy, which increases coercivity at the cost of some reduction in BHmax compared to the standard version of the same grade. N42SH is one of the most commonly specified industrial grades for motor and actuator applications.

Crafted By Rapid